‧為藝術家們精心設計
‧單管設計
‧彈簧/夾環調整筆芯長度
‧需另購搭配材料:木製/人造材筆桿、29/64"製筆鑽、製筆心軸、專用襯套(#91231);單獨販售。
註:後塞旋轉出來有削鉛筆芯功能,不必另備鉛筆削

製作步驟:

 必備零件:
必備零件:#91231 5.6mm素描鉛筆零件專用襯套
 車筆前置作業:鑽孔鑲木料至筆零件銅管
車筆前置作業:鑽孔鑲木料至筆零件銅管
1.先選定木料,測量#91230筆件銅管長度為8.5mm,故木料需求長度即為8.5mm。裁切兩側保留木料中間的部份做為筆身使用,使用帶鋸機或圓鋸機裁切時不要直接鋸切在線上,而是鋸切在線外的地方,要保留適宜的彈性空間(大約保留0.5~1mm)。

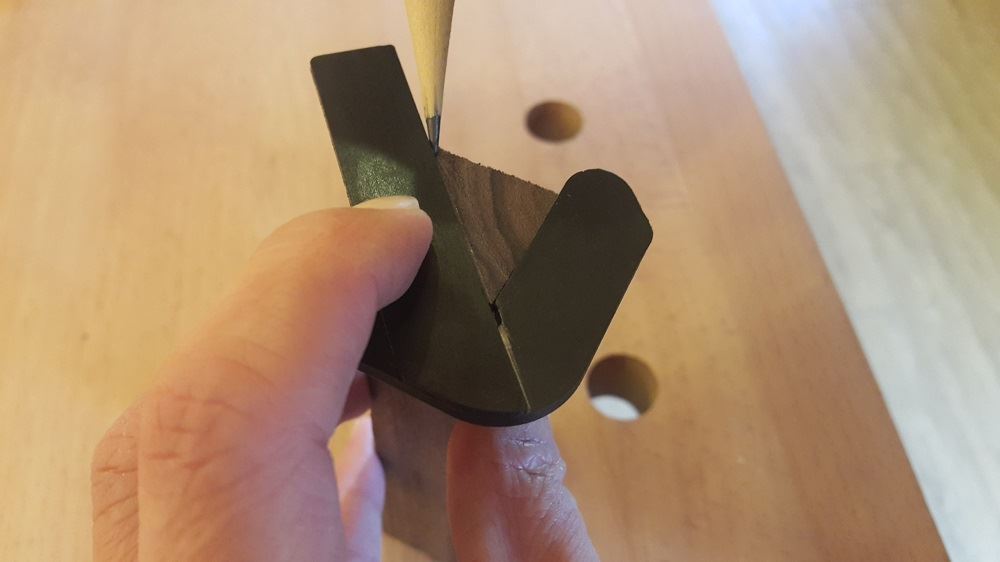
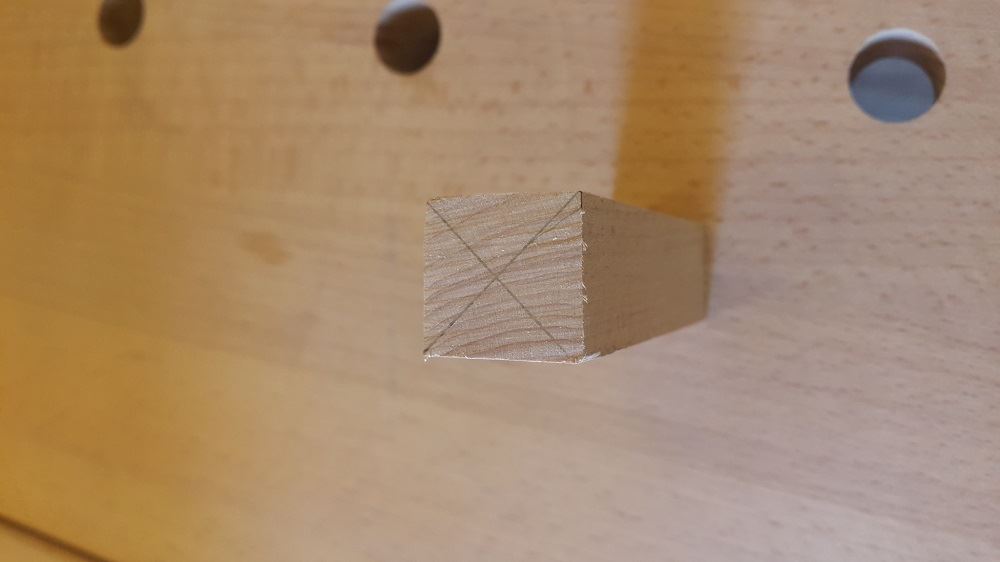
2.裁切完成後,於木料兩端找出木塊中心點以註記欲鑽孔的位置。畫出兩條對角線找出中心位置或是可以使用輔助工具(下圖黑色畫線器)協助標記位置。確認鑽孔的位置後即可使用鑽孔機鑽孔,使用的鑽頭尺寸為29/64”,符合銅管外徑規格,後續銅管置入木料裡面才能完全地密合。


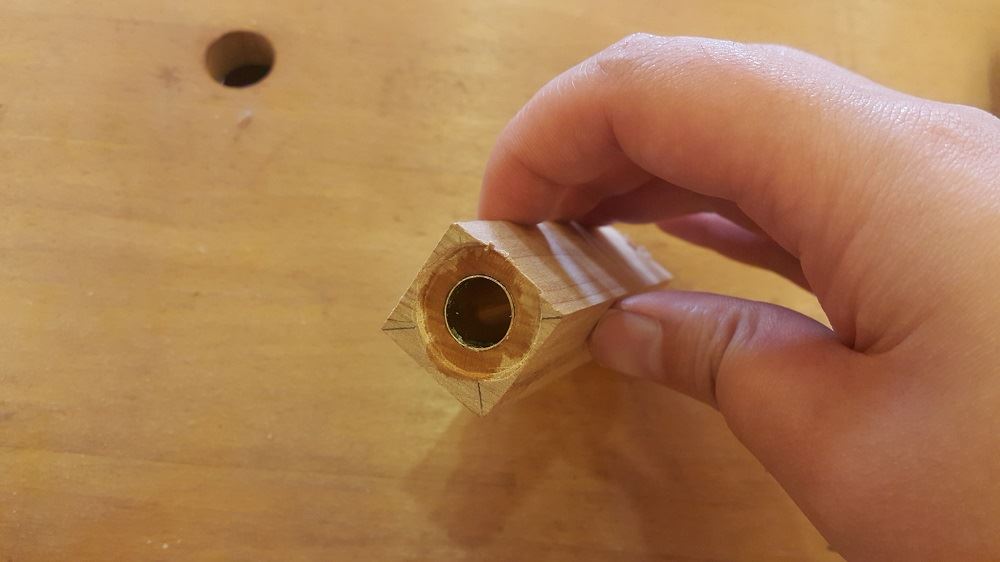
3.鑽孔完成後,將筆零件銅管外面沾上快乾膠,使用筆管擠壓器將銅管放入木料鑽孔中心裡,靜置一段時間待快乾膠凝固。待銅管固定在木料裡面之後,再使用製筆用鑽刀將兩端木料的表面進行整平。
4.鑲好木料的銅管兩端裝上#91230筆零件專用襯套#91231即可開始進行下一階段的木料車削程序。
*須注意此筆桿襯套兩個厚度不同,請注意車枳時,兩端要依襯套為準。
車枳步驟:鑽孔鑲木料至筆零件銅管
一、車製階段 (車床轉速設定範圍在黃色區塊1000~2000rpm之間)
1.車刀功能:圓鑿-塑形;斜鑿-整平;分鑿-刻線條。
2.銅管木料依個人設計使用不同鑿刀進行作品車削,唯車削銅管兩端要留意保留約0.2~0.5mm左右的木料厚度。(比車床襯套再厚約0.2~0.5mm,後續研磨階段即會再將木料研磨至與襯套相同厚度)
二、研磨階段 (車床轉速設定範圍在橘紅色區塊2000~3500rpm之間)
1.研磨順序:粒度低往粒度高的順序砂磨,即#180(粗)依序磨至#600(細),共重複五次研磨程序。
2.研磨方式&時間:研磨至砂紙表面平滑沒有間隙後(約5分鐘)。觸摸測試木料沒有粗糙感即換下一粒度重複此研磨過程(若仍未平滑則再磨約2分鐘)。
3. 注意事項:一開始使用#180、#240砂紙粗磨時,針對銅管兩端施力研磨 使木料與襯套厚度達到一致。
三、拋光階段 (車床轉速設定先慢漸快)
1.拋光順序:先使用棉布沾第一劑#50796打磨蠟,再使用第二劑#50797打磨蠟(同第一劑方式)。
2.拋光方式&時間:先將打磨蠟平均塗抹在木料上,再開啟車床轉速調慢速1000rpm上下(約1分鐘),調高轉速至快速3500rpm上下(約2分鐘)。
組裝步驟
一、將所有筆零件以及車製好的銅管依照組裝方式大略先擺放好相對位置。

二、使用製筆組裝器進行成品筆組裝步驟:
將尾端和黃色銅塊推入木筆桿,然後再將筆芯由筆頭旋上即完成組裝。

三、完成成品筆圖示:
